
Roughing vs Finishing in Machining: What Are Their Differences
In machining, roughing and finishing are two distinct stages with different goals, processes, and characteristics. Here are their key differences:
First. Primary Purpose
- Roughing: Focuses on removing a large amount of material from the workpiece quickly to get close to the desired shape and size. It prioritizes material removal rate over precision.
- Finishing: Aims to achieve the final dimensions, surface quality, and tolerance requirements of the part. It prioritizes accuracy, smoothness, and meeting design specifications.

Second. Material Removal
- Roughing: Removes 70-90% of the excess material. The cuts are deep and heavy to maximize efficiency.
- Finishing: Removes a small amount of material (often just a few tenths of a millimeter) to refine the part to exact standards.
Third. Cutting Parameters
- Roughing: Uses high feed rates and large depth of cut, but lower cutting speeds. This is to handle heavy material removal without damaging the tool.
- Finishing: Uses low feed rates, small depth of cut, and high cutting speeds. This ensures a smooth surface and precise dimensions.

Fourth. Surface Quality & Tolerance
- Roughing: Results in a rough surface finish (high Ra value) and loose tolerances. The part is not yet ready for use.
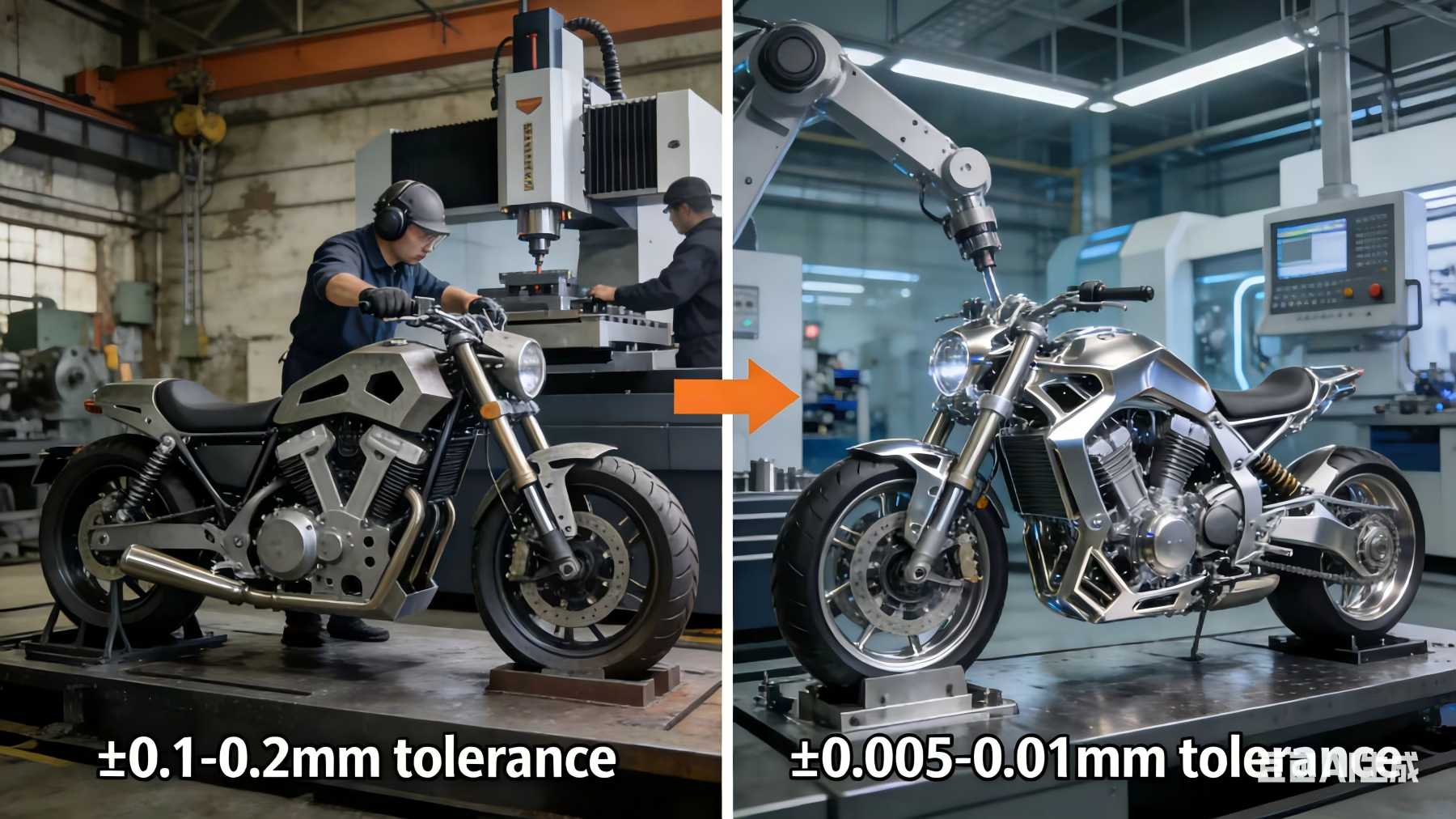
- Finishing: Produces a smooth surface finish (low Ra value) and tight tolerances (often within +/-0.01mm or stricter), meeting the part's functional requirements.
Fifth. Tool Selection
- Roughing: Uses robust, durable tools (e.g., carbide end mills with large diameters) designed to withstand high forces and heat from heavy cutting.
- Finishing: Uses sharp, precision tools (e.g., small-diameter end mills, boring bars) to minimize tool marks and ensure accuracy.
First. Primary Purpose
- Roughing: Focuses on removing a large amount of material from the workpiece quickly to get close to the desired shape and size. It prioritizes material removal rate over precision.
- Finishing: Aims to achieve the final dimensions, surface quality, and tolerance requirements of the part. It prioritizes accuracy, smoothness, and meeting design specifications.
Second. Material Removal
- Roughing: Removes 70-90% of the excess material. The cuts are deep and heavy to maximize efficiency.
- Finishing: Removes a small amount of material (often just a few tenths of a millimeter) to refine the part to exact standards.
Third. Cutting Parameters
- Roughing: Uses high feed rates and large depth of cut, but lower cutting speeds. This is to handle heavy material removal without damaging the tool.
- Finishing: Uses low feed rates, small depth of cut, and high cutting speeds. This ensures a smooth surface and precise dimensions.
Fourth. Surface Quality & Tolerance
- Roughing: Results in a rough surface finish (high Ra value) and loose tolerances. The part is not yet ready for use.
- Finishing: Produces a smooth surface finish (low Ra value) and tight tolerances (often within +/-0.01mm or stricter), meeting the part's functional requirements.
Fifth. Tool Selection
- Roughing: Uses robust, durable tools (e.g., carbide end mills with large diameters) designed to withstand high forces and heat from heavy cutting.
- Finishing: Uses sharp, precision tools (e.g., small-diameter end mills, boring bars) to minimize tool marks and ensure accuracy.
In summary, roughing shapes the part efficiently, while finishing refines it to meet precise standards-both stages are essential for producing high-quality machined components.
#CNCMachining #CNCManufacturing #MachinedParts #CNC #AerospaceCNCPrecisionMachining #Automative